
مستقبل الزجاج الكهروضوئي
مستقبل الزجاج الكهروضوئي — الزجاج الكهروضوئي ومستقبل دمج الطاقة مع استمرار تطوّر العمارة المستدامة والمدن الذكية، يتجاوز الزجاج الكهروضوئي دوره كمادة سلبية لتوليد الطاقة. فهو



مستقبل الزجاج الكهروضوئي — الزجاج الكهروضوئي ومستقبل دمج الطاقة مع استمرار تطوّر العمارة المستدامة والمدن الذكية، يتجاوز الزجاج الكهروضوئي دوره كمادة سلبية لتوليد الطاقة. فهو

كيف تُسهم الواجهات المعمارية في تفعيل العلامة التجارية وتعزيز التجربة العاطفية الواجهات عالية الجودة لا تقتصر على تحديد المظهر الخارجي للمبنى فحسب، بل تُسهم أيضًا

واجهات BIPV للمساحات الحضرية في البيئة الليلية خلال شهر رمضان، تتغير إيقاعات الحياة الحضرية في أنحاء الشرق الأوسط بشكل ملحوظ. إذ يتباطأ النشاط خلال النهار،
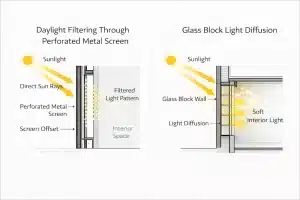
استراتيجيات ضوء النهار في تصميم الواجهات: كيمياء الضوء المقدمة: عندما يصبح الضوء هو المصمم في العمارة المعاصرة، غالباً ما يُساء فهم الواجهة المعمارية على أنها